


To fulfil the increasing demand for dimensional accuracy and better surface finish, FERESPE offers a complement of range – Investment Casting -, keeping the same focus on small and medium series niche market.
Dedicated to produce technical parts for high performance applications, FERESPE uses the following alloys:
– Duplex, super duplex and super austenitic stainless steels
– Medium and low alloyed steels
– High alloyed cast irons
About 90% of our production is exported to several different industrial sectors.
Investment Casting uses a wax or dispensible pattern to make a mould. After being attached to the gating system, the wax “tree” is dipped into a refractory slurry forming a ceramic shell. This ceramic shell is then heated to melt and remove the wax, as well as to improve mechanical properties. Finally, the molten metal is poured into the ceramic shell cavity to cool down and solidify.
Main Characteristics of Investment Casting:
- Smaller castings
- High Dimensional Accuracy
- High Roughness Quality
- High Complex shape and near net shape design, if compared with Sand Castings

MATERIALS
Certifications &
Qualifications
– ISO 9001:2015
DNV
– NORSOK
Code M-650 Rev. 4 – Duplex
and Super Dupex SS
– Pumps & Valves
Framatome – KTA 1401
ASME NCA 3800
– Pressure Equipment
TUV NORD – PED 2014/68/EU
and AD-MERKBLATT W0/TRD 100
– Austenitic Stainless Steel
Lloyds Register
– Railway Industry
D8
TUV NORD – EN 15085-2
– Marine & Offshore Division
Bureau Ventas – BV Mode II Scheme ABS
– Ships
DNV – Steel Castings
– ISO 14001:2015
DNV
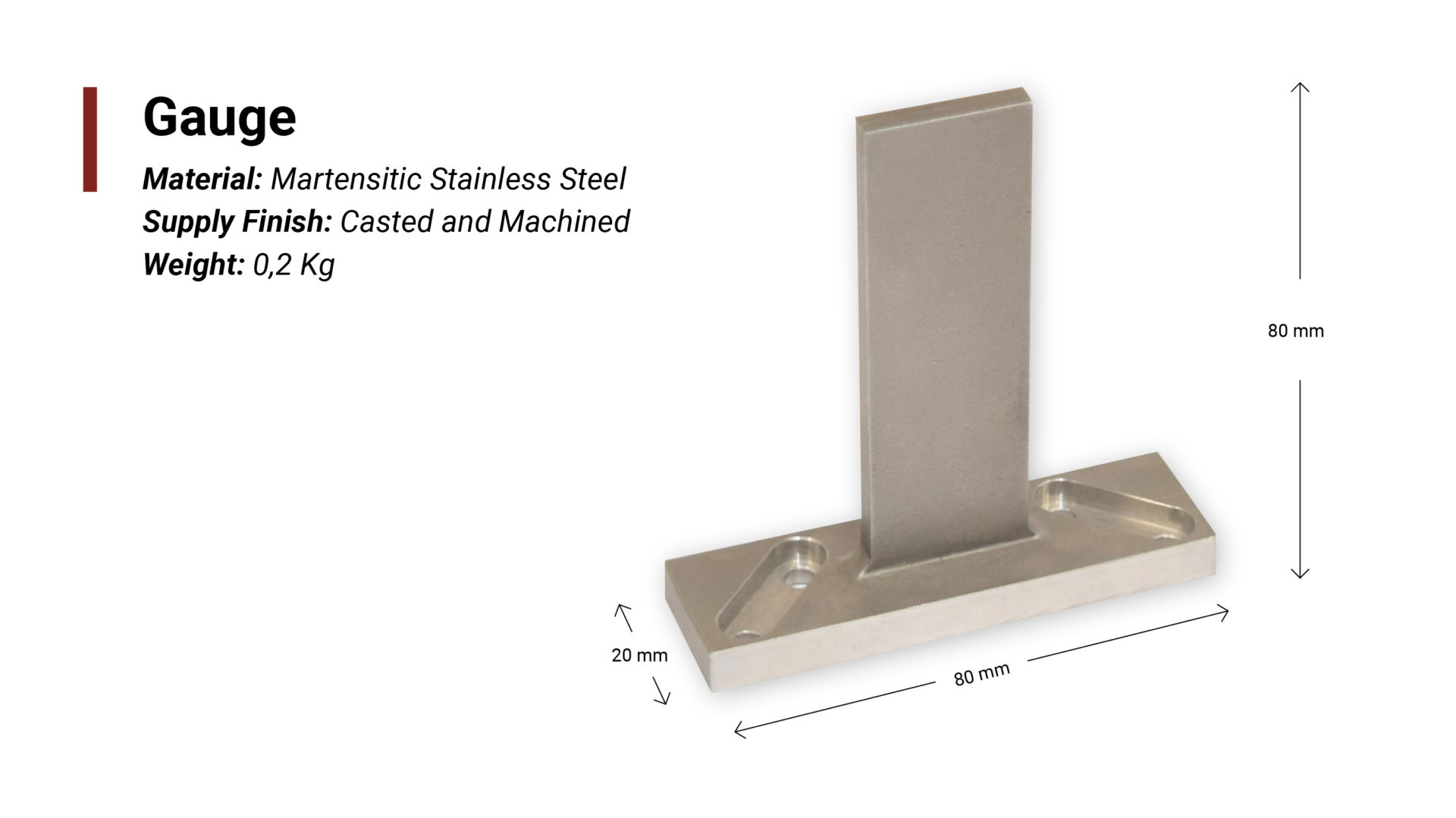
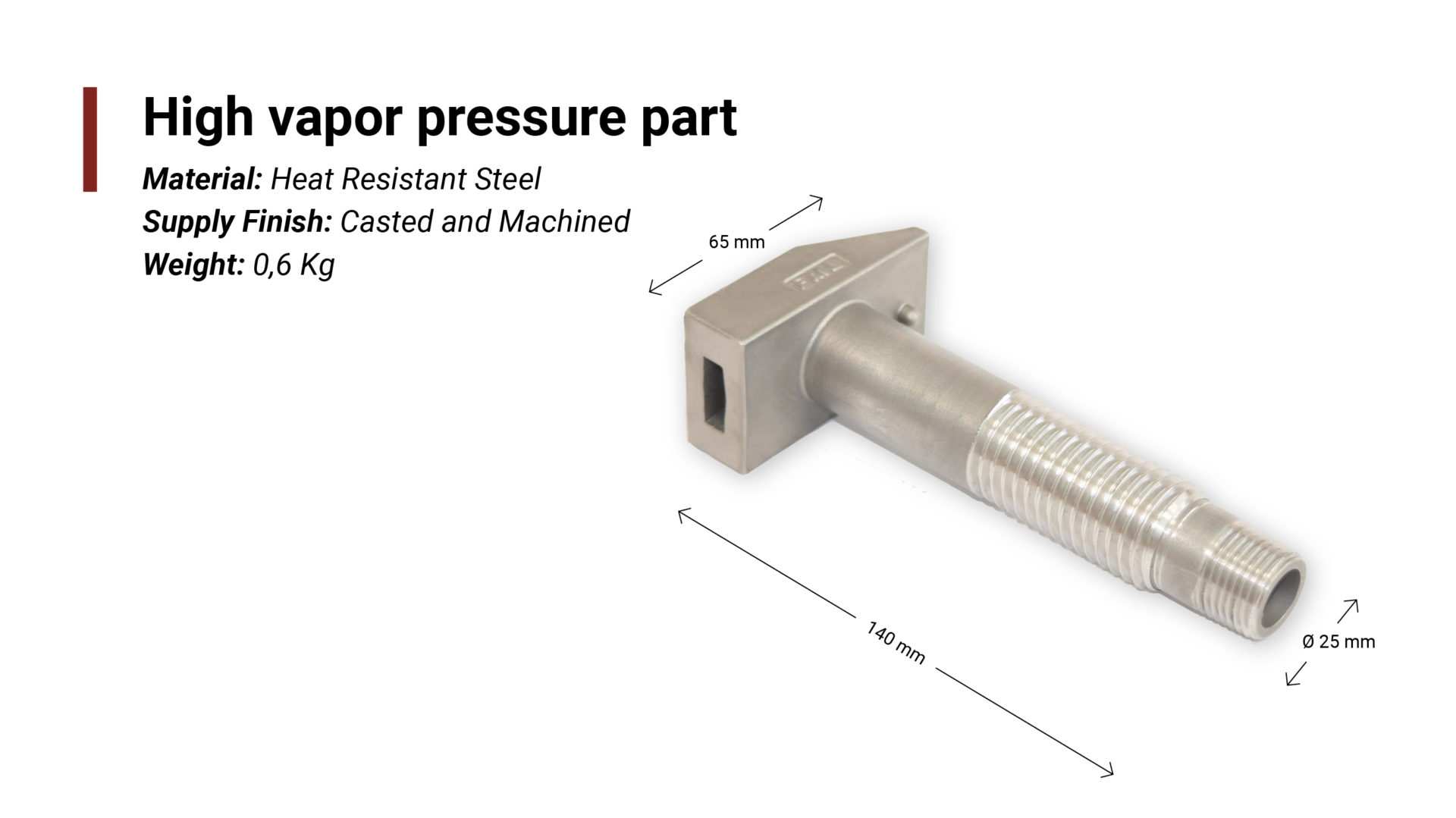
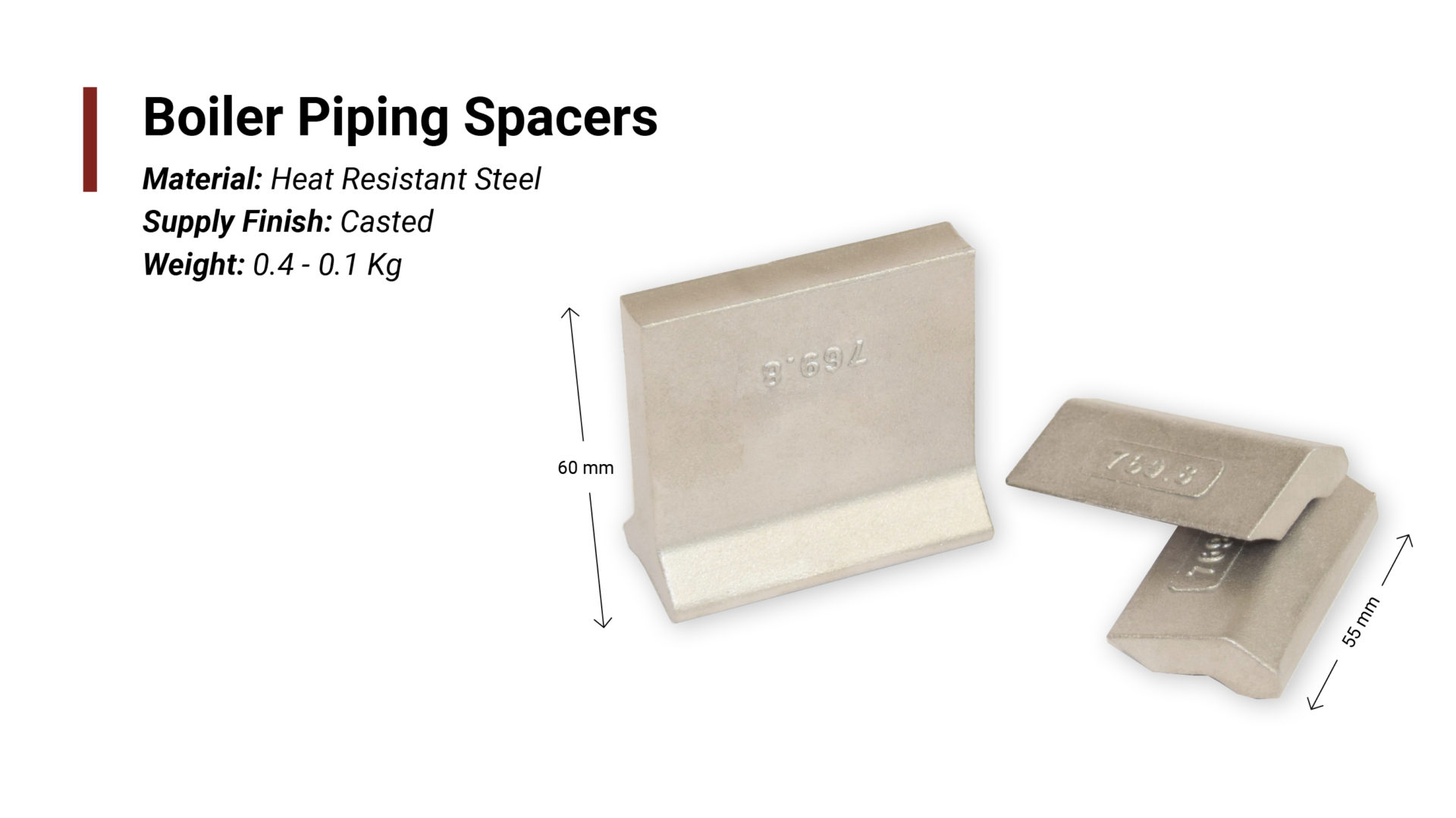
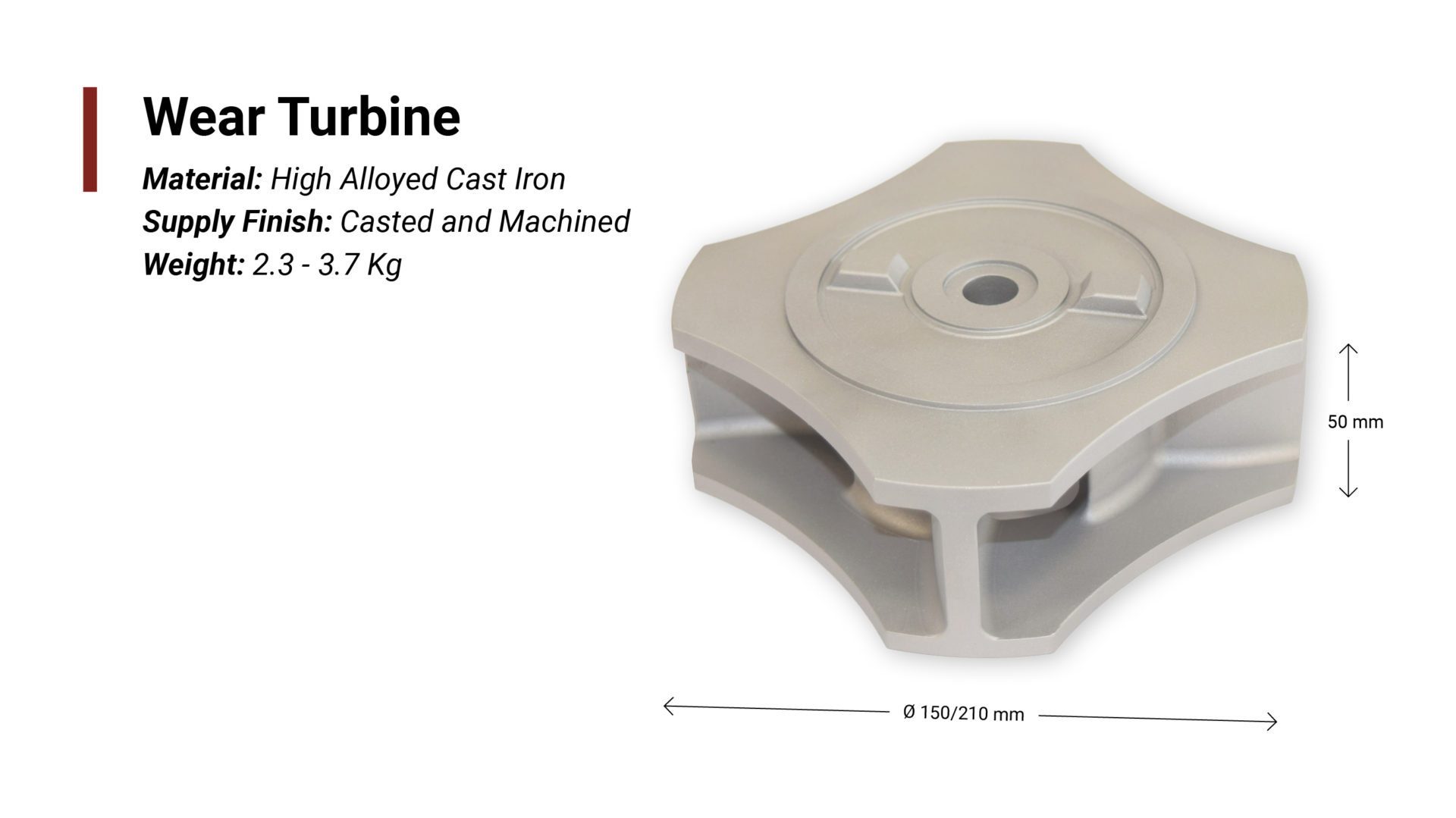
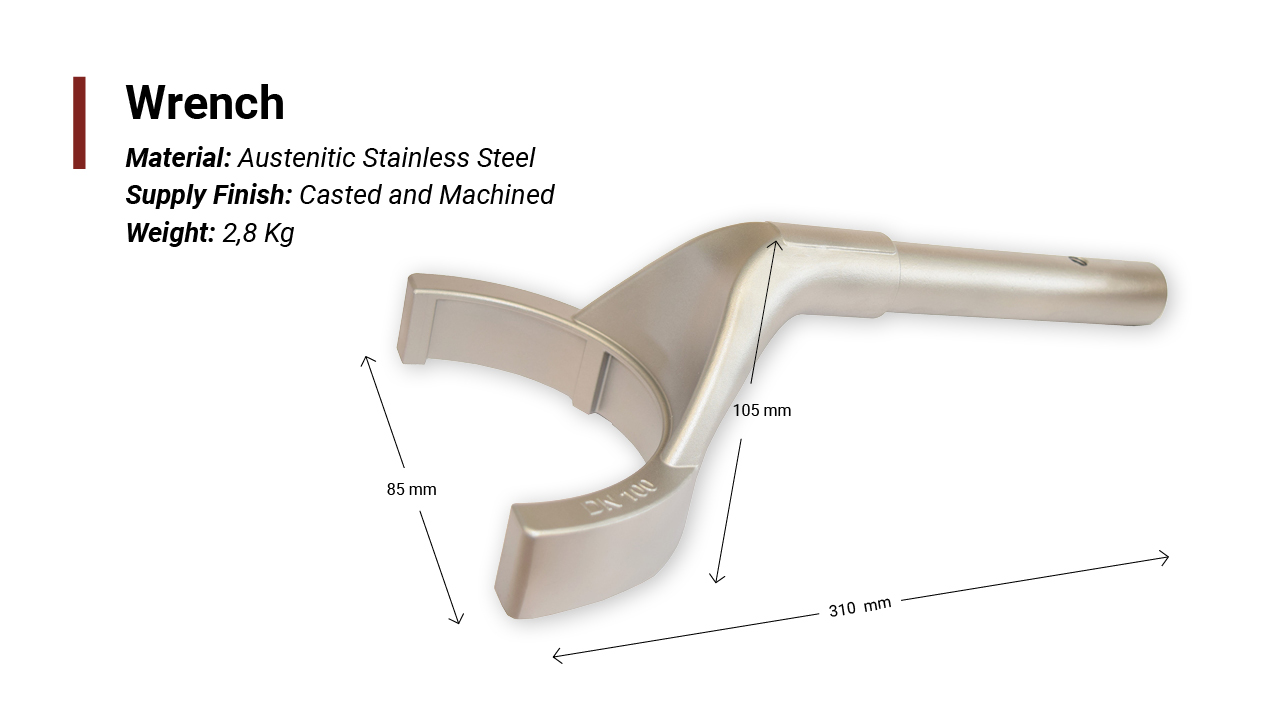
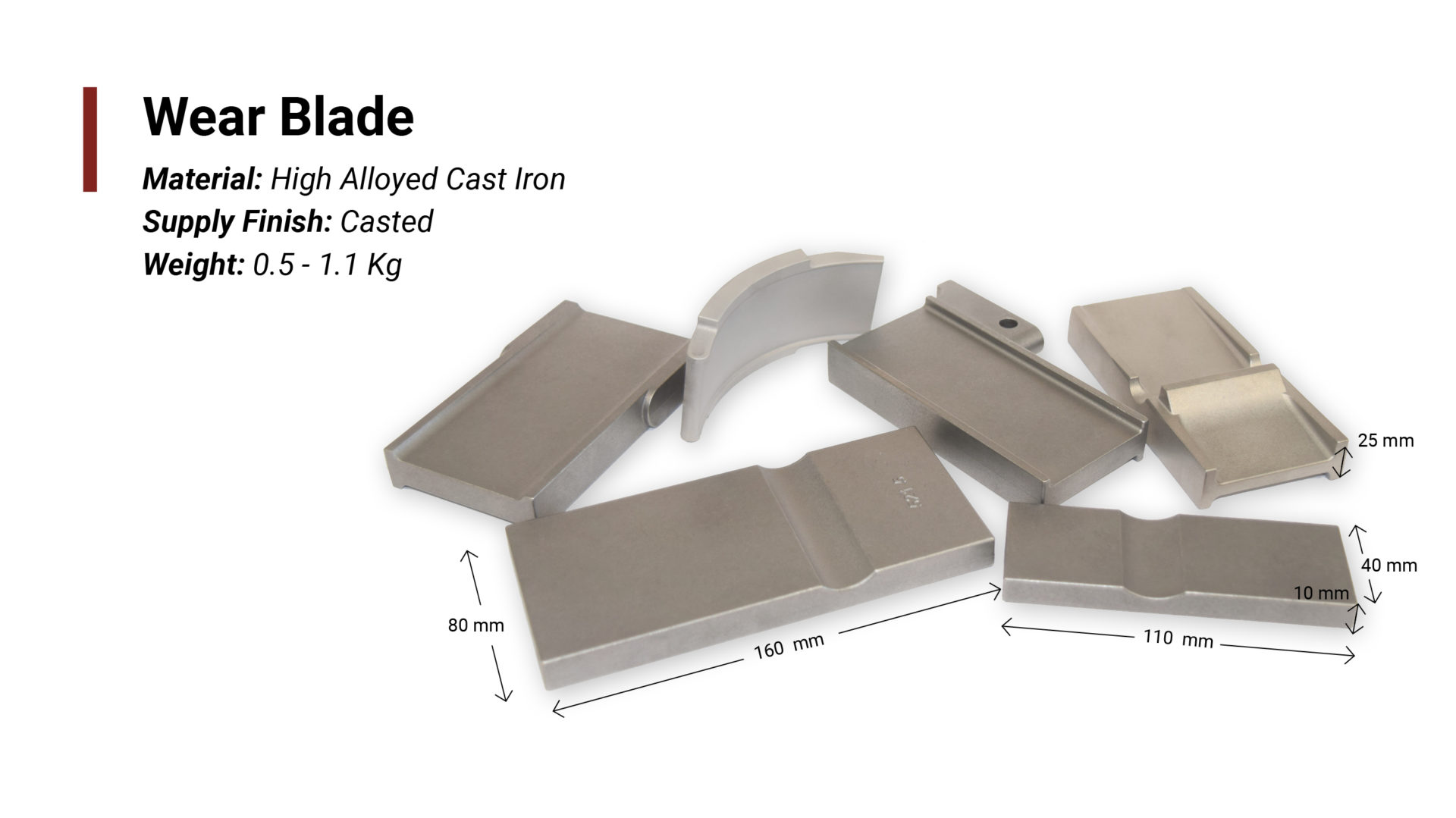
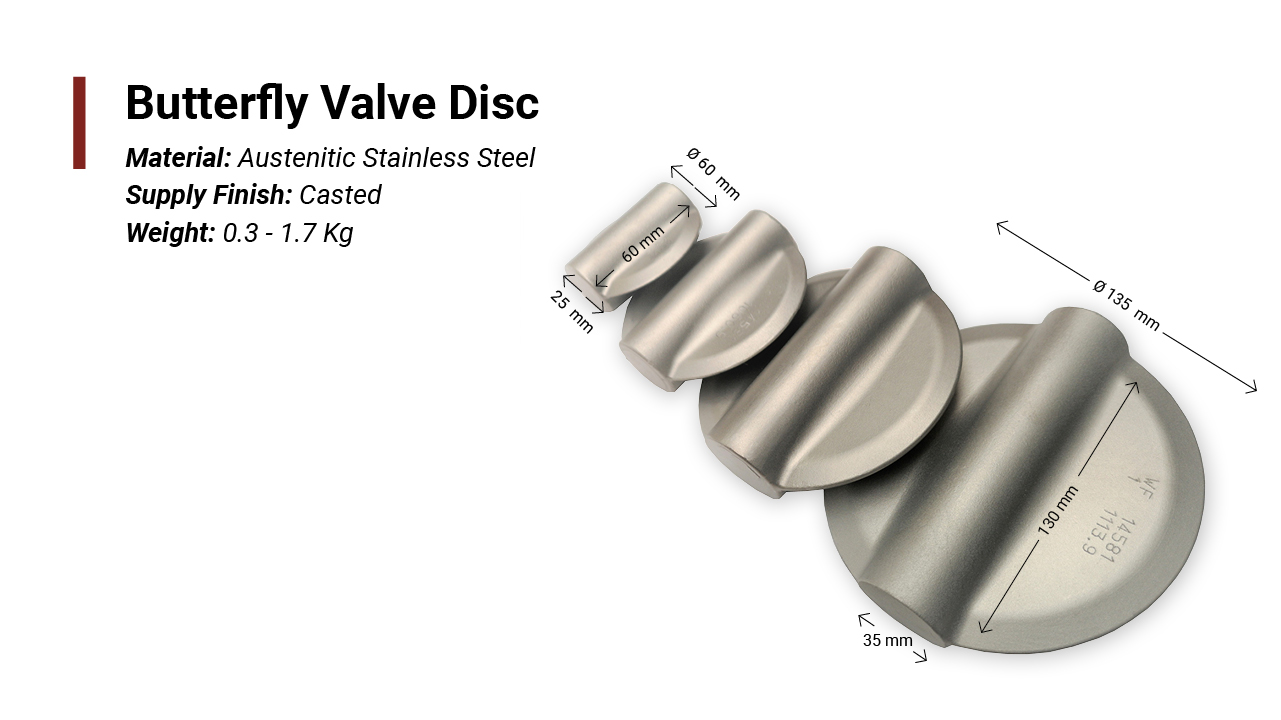
Parts (Examples)


FERESPE In Action at Investment Casting Unit
HOW IS DONE
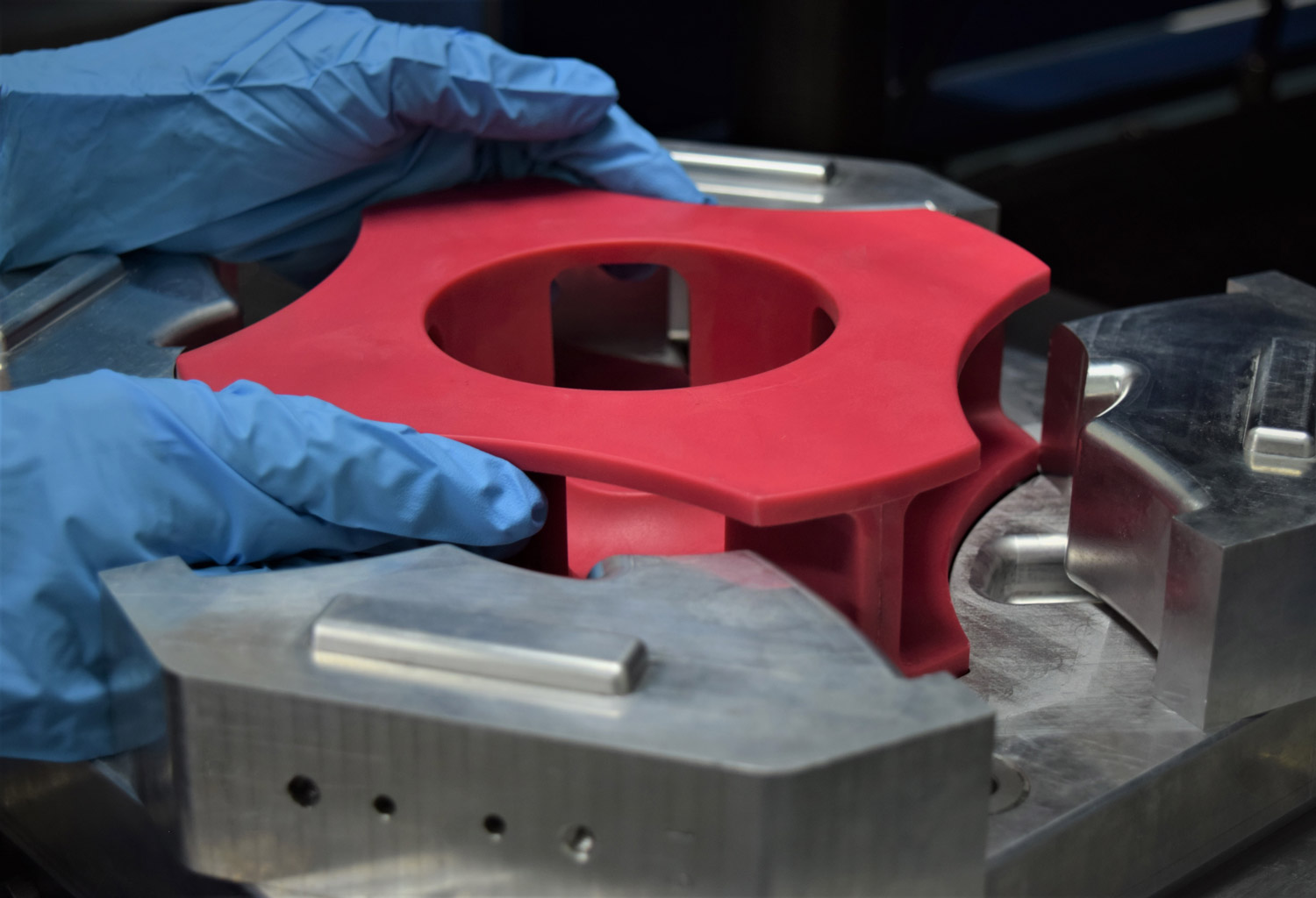
Phase I — Wax injection
In the investment casting process, the first step is the design and manufacturing of the mould into which wax pattern is injected. This pattern is developed in-house through additive manufacturing technique – SLA Rapid Prototyping – or made by machining of aluminium block by FERESPE’s reliable subcontracted partners.
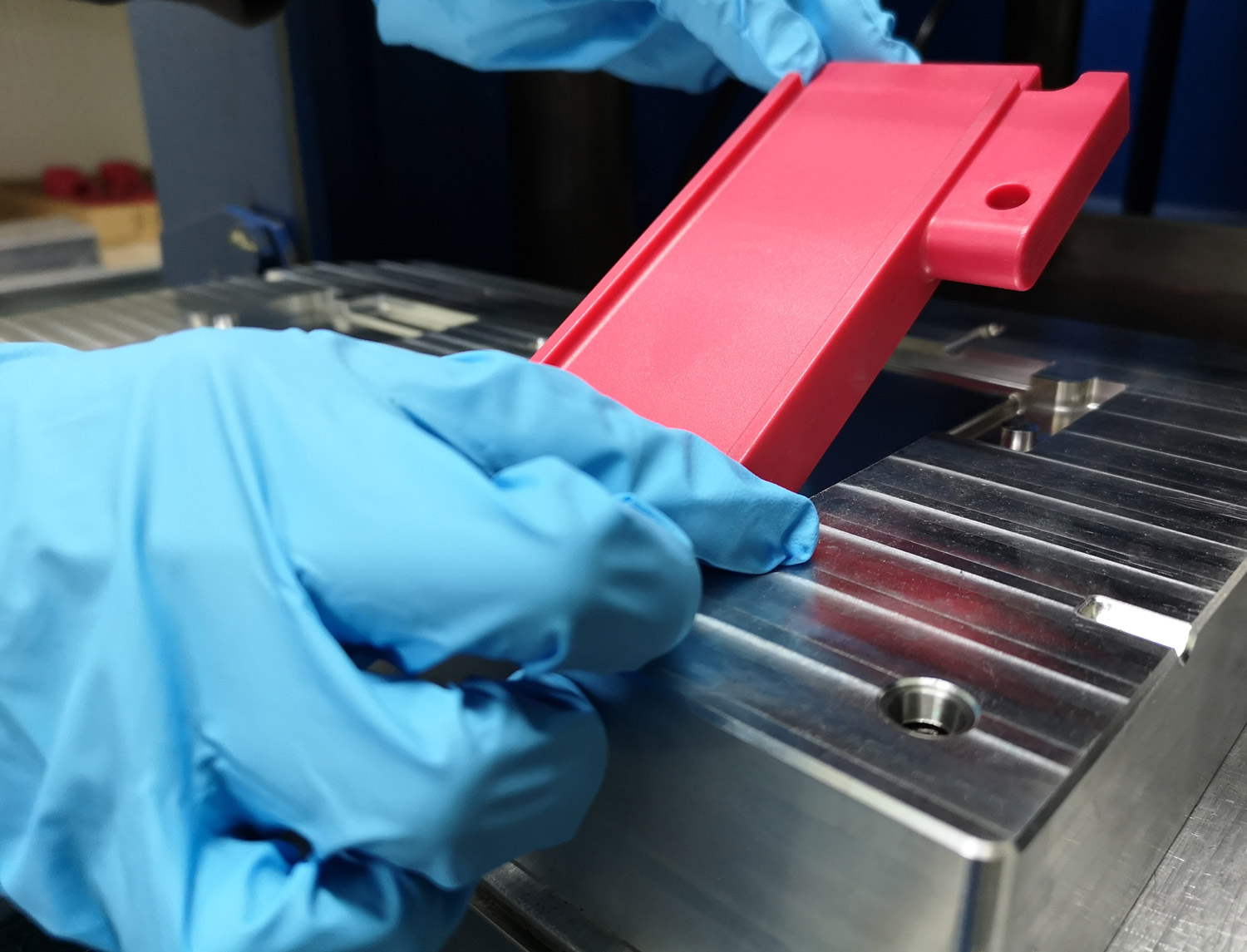
As any imperfection on the wax pattern will appear on the casting, the surface quality of the mould and wax pattern has a critical importance on the quality of the casting. FERESPE uses 3D Photometric Scanning System to assure its dimensional and geometric accuracy.
After the wax injection, the resulting model will have the same shape as the final cast piece. It is then assembled onto a “tree” consisting of one or various models and the feeding and gating system.
Phase II — Ceramic Coating, Dewaxing and Melting
The most important step is to build the ceramic coating around the “tree” which consists of various layers of different slurries and sands.
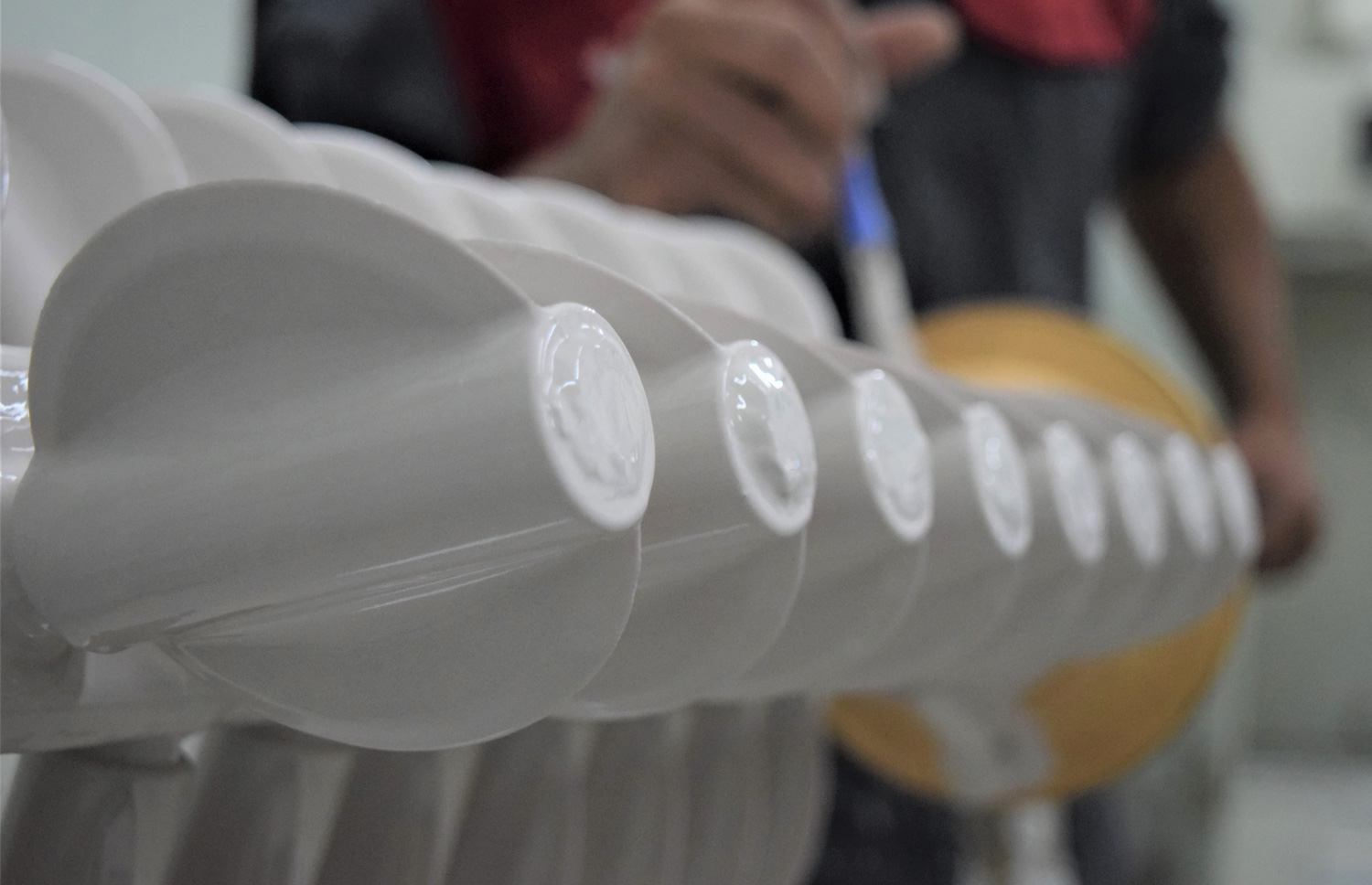

After this, the shell is then dewaxed and will be heated to temperatures up to 1100ºC. At that time, the ceramic shell is ready to be pre-heated and have metal poured.


Phase III — Finishing Process
FERESPE performs the finishing processes, such as surface treatments (grinding and shotblasting), heat treatments and final inspections. Other activities, such has machining, coatings, surface chemical treatments, among others, can be subcontracted to FERESPE’s experienced partners.
Plant
Product Engineering

- Modeling
- PTC Creo 3.0
- 3D Scanning
- Dimensional Control
- Reverse Engineering
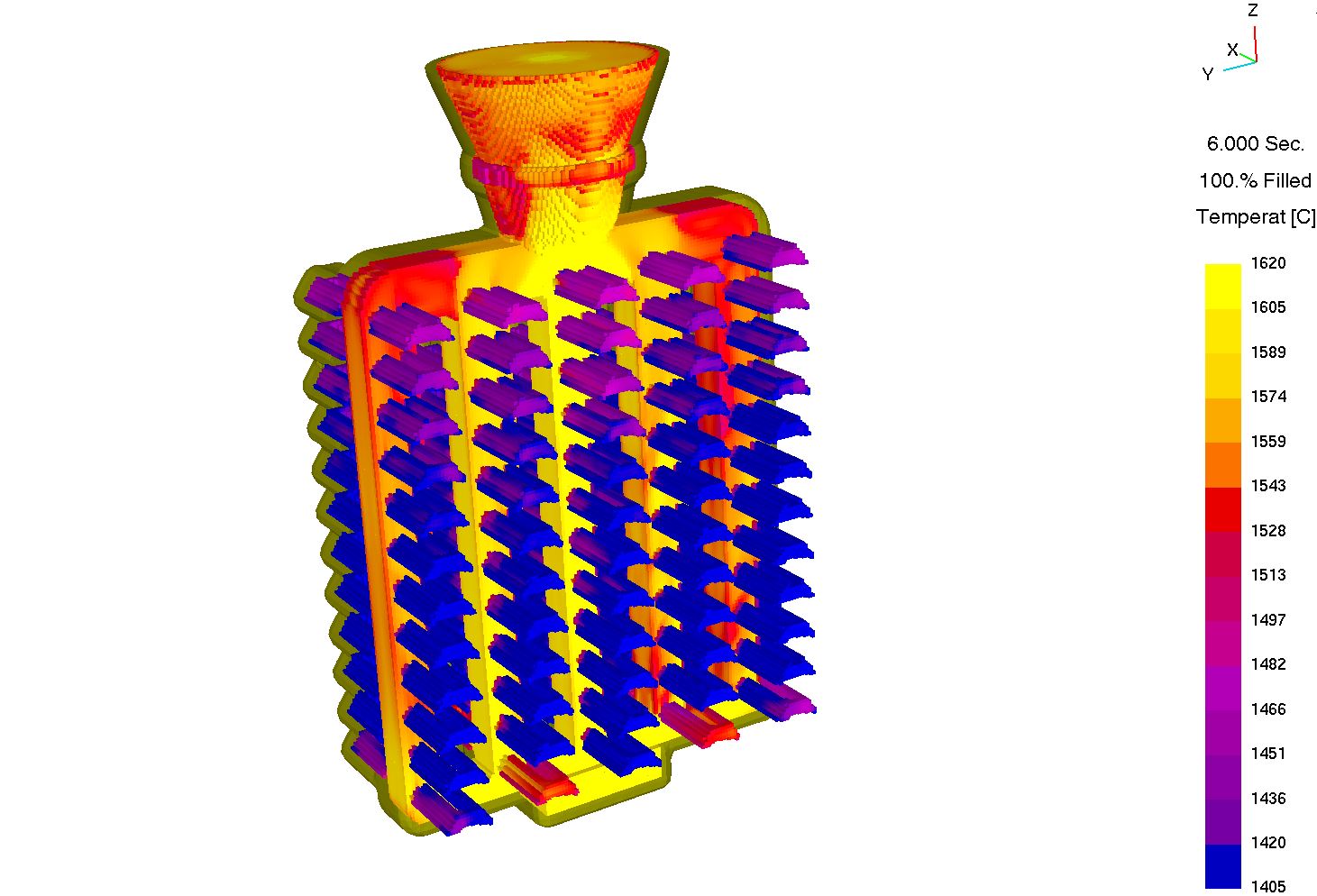
- Simulation: Filling and Solidification
- Finite Solutions Flowcast and Solidcast
- Pattern Making:
- Rapid Prototyping:
- SLA
- SLS
- 5-axis rapid machining – sand or composite material (subcontracted)
- Mould Machining (subcontracted)
- Rapid Prototyping:
Wax and Shell Room

- 400 x 400 x 250 mm maximum pattern dimension
- 600 x 600 x 500 mm maximum slurry tanks

Melting

#3 Induction Furnaces
- #2 induction furnaces of 50 kg
- #1 induction furnace of 150 kg
Finishings
- Shot and sand blasting machines
- CM, NORMFINISH and NORBLAST
- Grinding Machines
- Manual abrasive belt grinder

- Heat Treatments
- In-house heat treatments

- Other activities, such has machining, coatings, surface chemical treatments, among others, can be subcontracted to FERESPE’s experienced partners.
Quality Control Equipment

- Optical Emission Spectrometers
- Destructive Testing
- Non Destructive Testing
- Hardness Control
- Samples Preparation and Metallographic Analysis