


Para responder à crescente procura de precisão dimensional e melhor acabamento superficial, a FERESPE passou a englobar na sua oferta de serviços Fundição por Cera Perdida, mantendo o seu posicionamento de nicho no mercado de pequenas e médias séries.
Dedicada à produção de peças técnicas para aplicações de elevada exigência, a FERESPE utiliza as seguintes ligas:
– Aço inoxidável duplex, super duplex e super austenítico
– Aço de média e baixa liga
– Ferro fundido de alta liga
A FERESPE exporta cerca de 90% do que produz, para diversos sectores industriais.
A FUNDIÇÃO POR CERA PERDIDA usa um modelo de cera para fazer um molde. Depois de ser acoplado ao sistema de alimentação e gitagem, o cacho é mergulhado numa pasta refractária, formando uma carapaça cerâmica. Esta é então aquecida para derreter e remover a cera, o que também melhora as suas propriedades mecânicas. Por fim, o metal fundido é vertido na cavidade da carapaça para arrefecer e solidificar.
Principais características da Fundição por Cera Perdida:
- Peças menores
- Alta precisão dimensional
- Excelente qualidade de superfície
- Formato de alta complexidade e design muito idêntico, se comparado com Fundição em Areia


FUNDIÇÃO POR CERA PERDIDA
Certificações
e Qualificações
– ISO 9001:2015
DNV
– NORSOK
Code M-650 Rev. 4 – Duplex
e Super Dupex SS
– Bombas e Válvulas
Framatome – KTA 1401
ASME NCA 3800
– Equipamentos Pressão
TUV NORD – PED 2014/68/EU
e AD-MERKBLATT W0/TRD 100
– Aço Inoxidável Austenítico
Lloyds Register
– Indústria Ferroviária
D8
TUV NORD – EN 15085-2
– Aplicações Navais
Bureau Ventas – BV Mode II Scheme ABS
– Embarcações
DNV – Fundição de Aços
– ISO 14001:2015
DNV
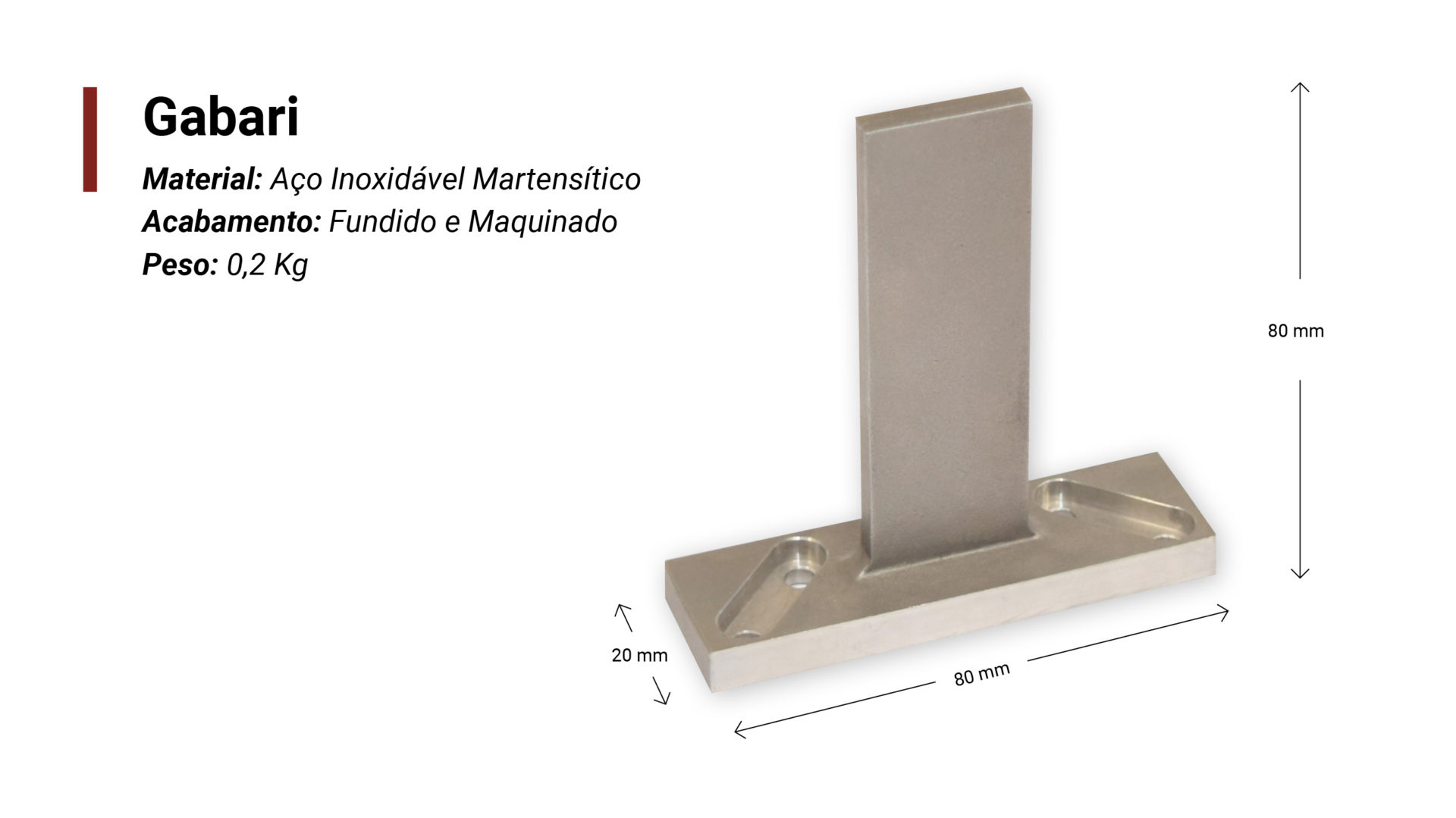
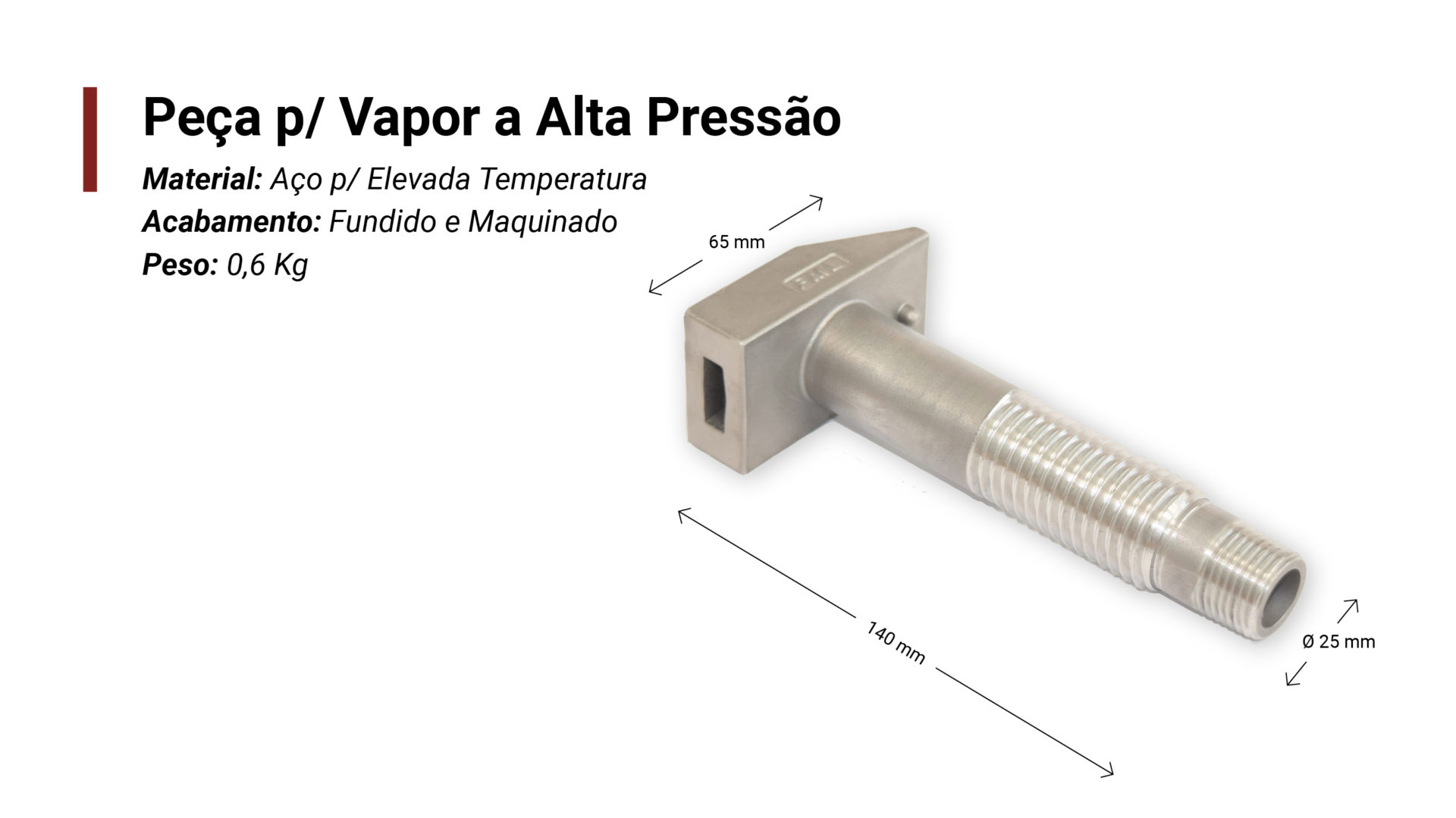
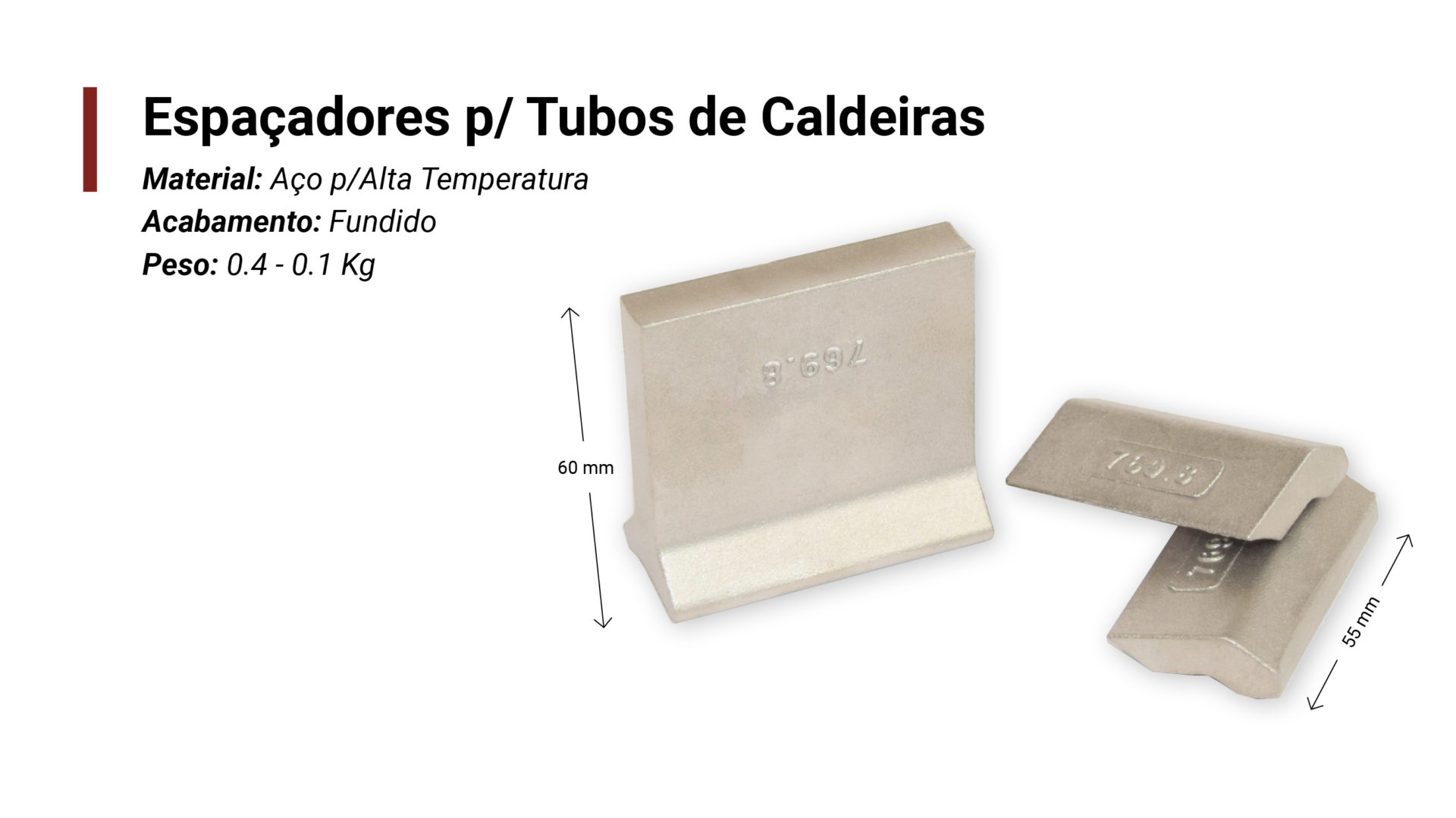
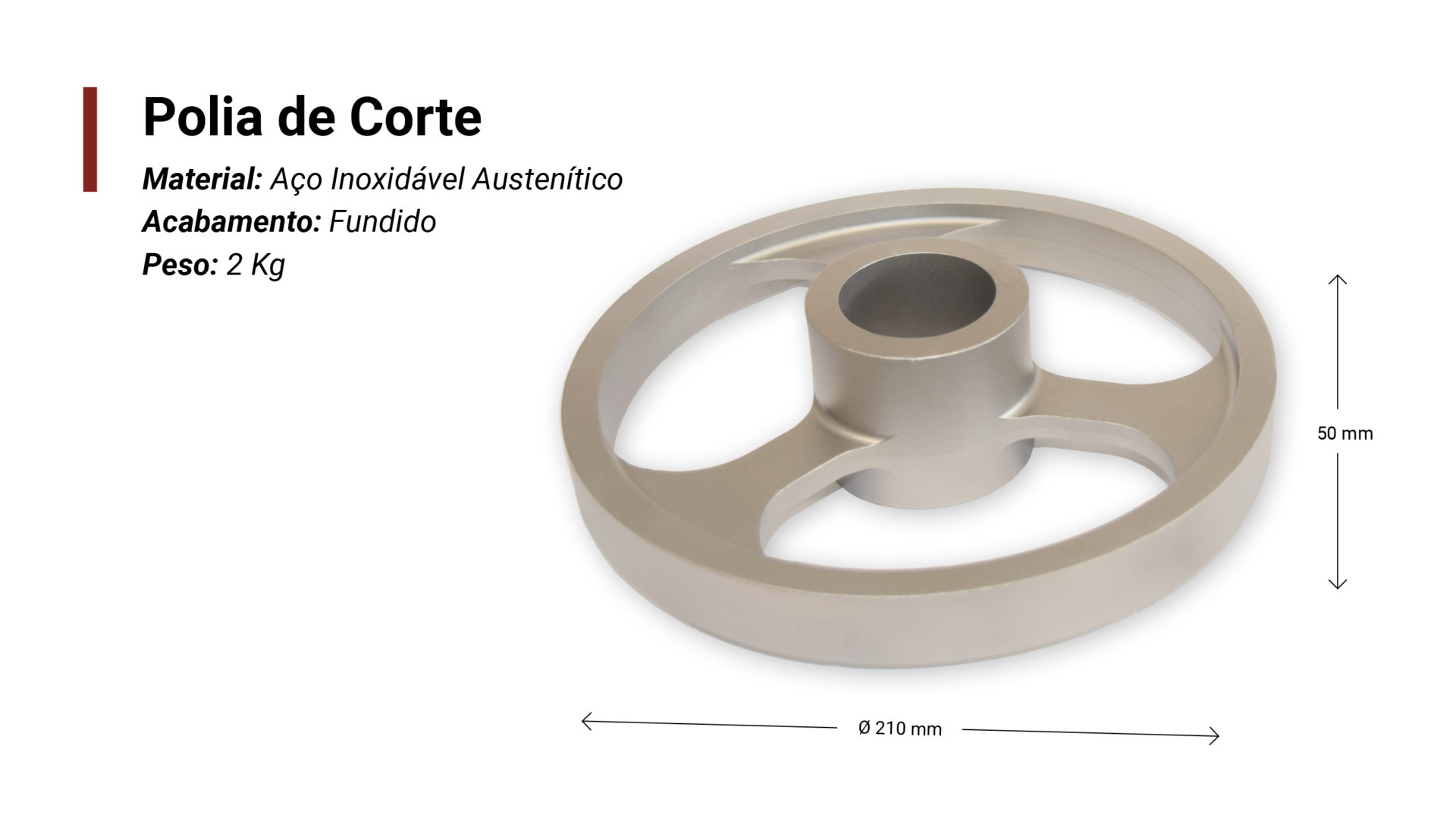
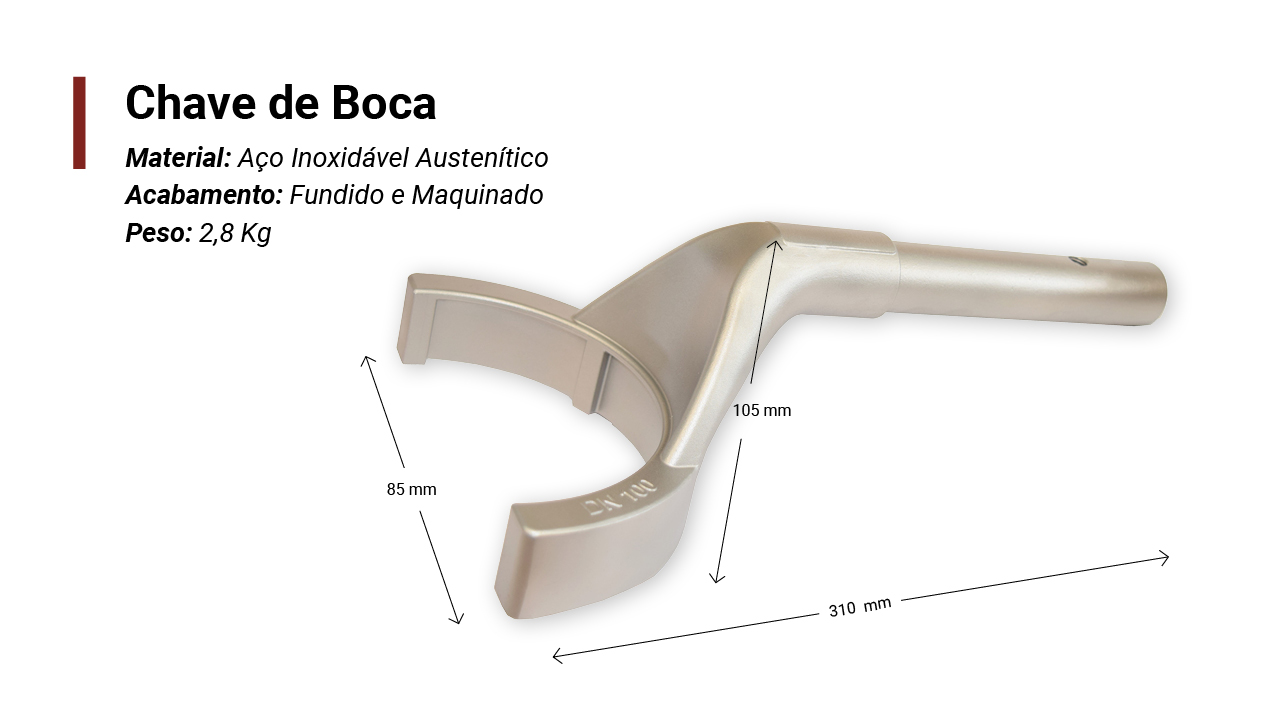
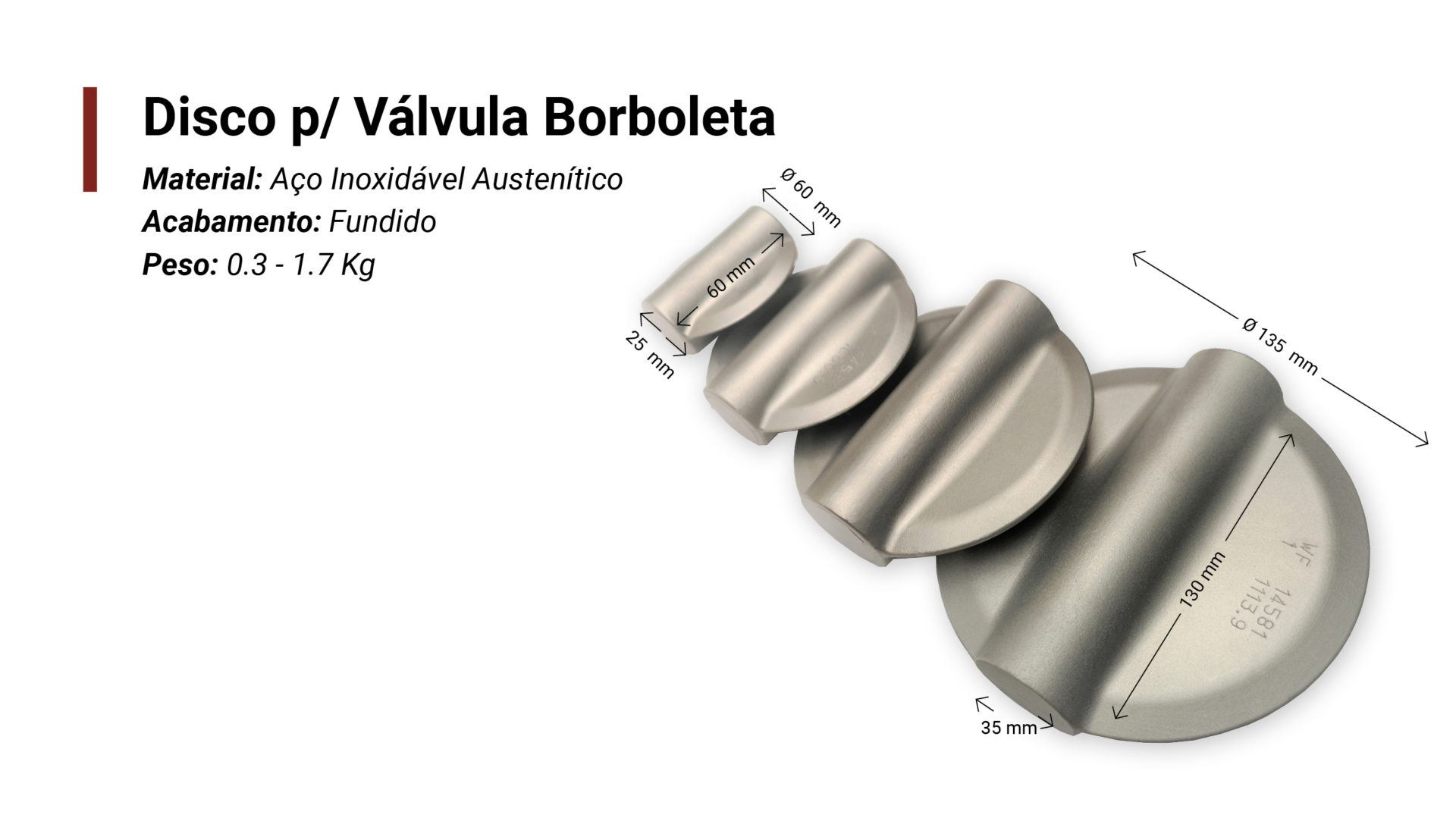
Peças (Exemplos)



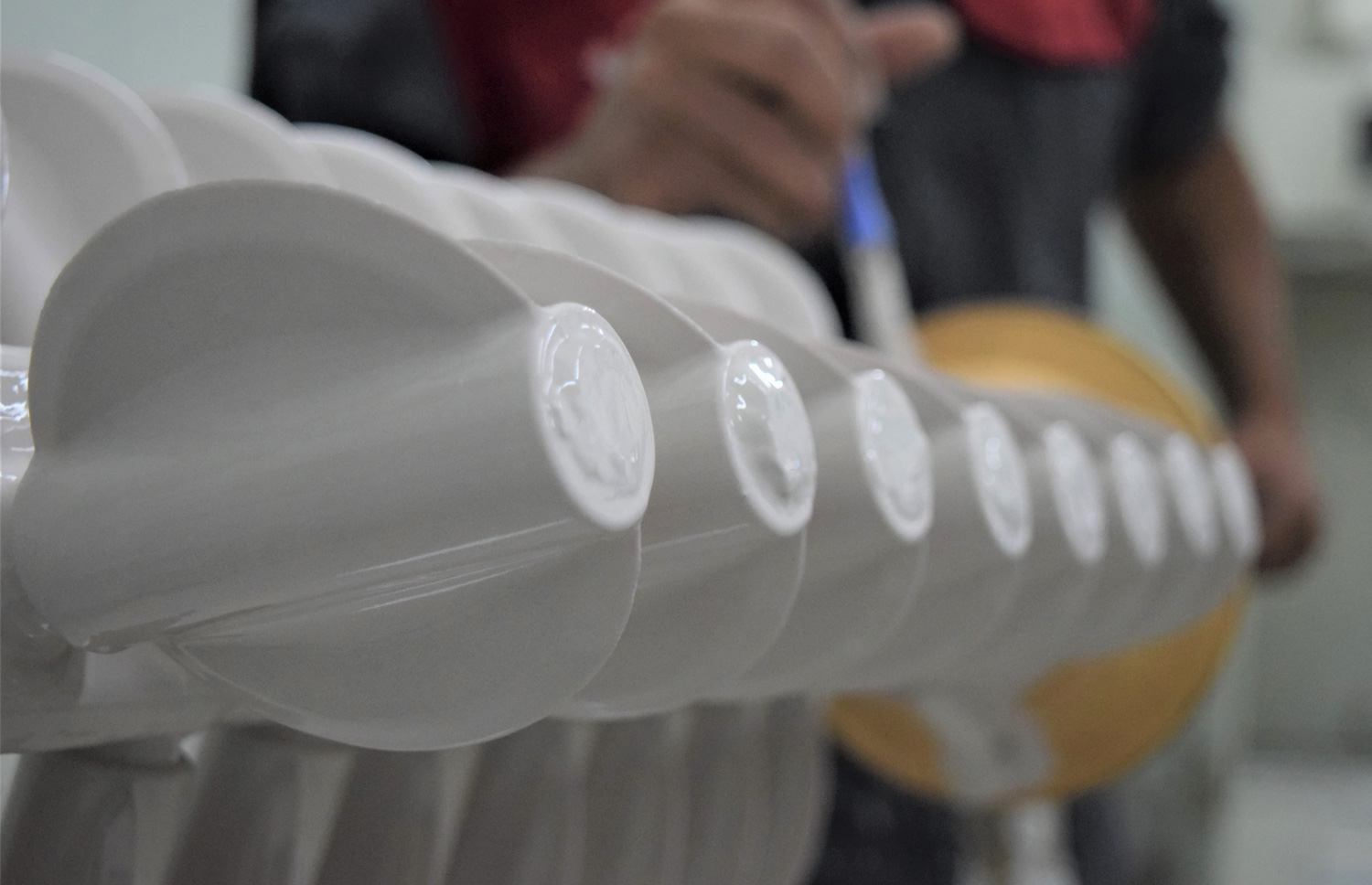
FERESPE em Acção: Fundição por Cera Perdida
COMO É PRODUZIDO
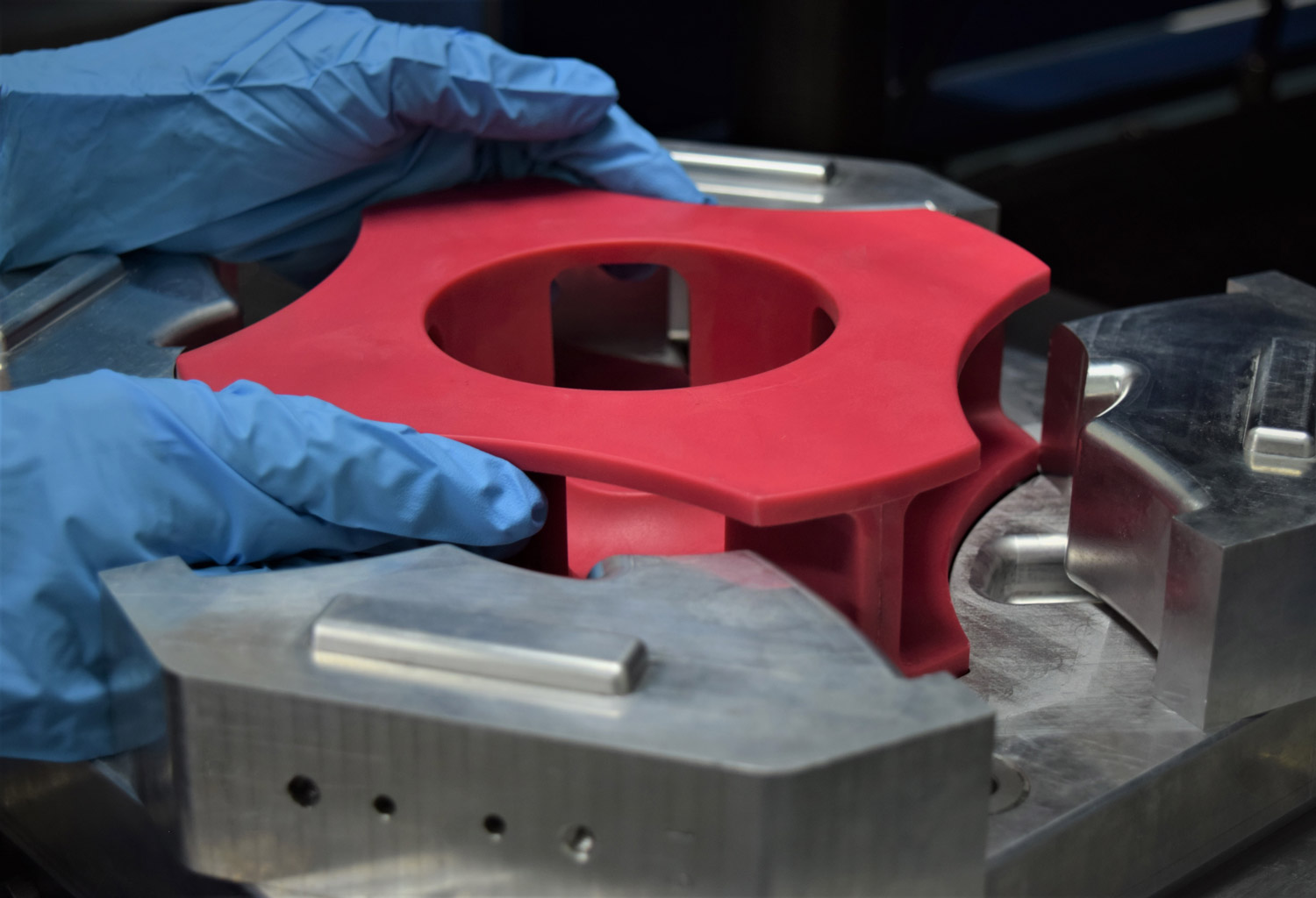
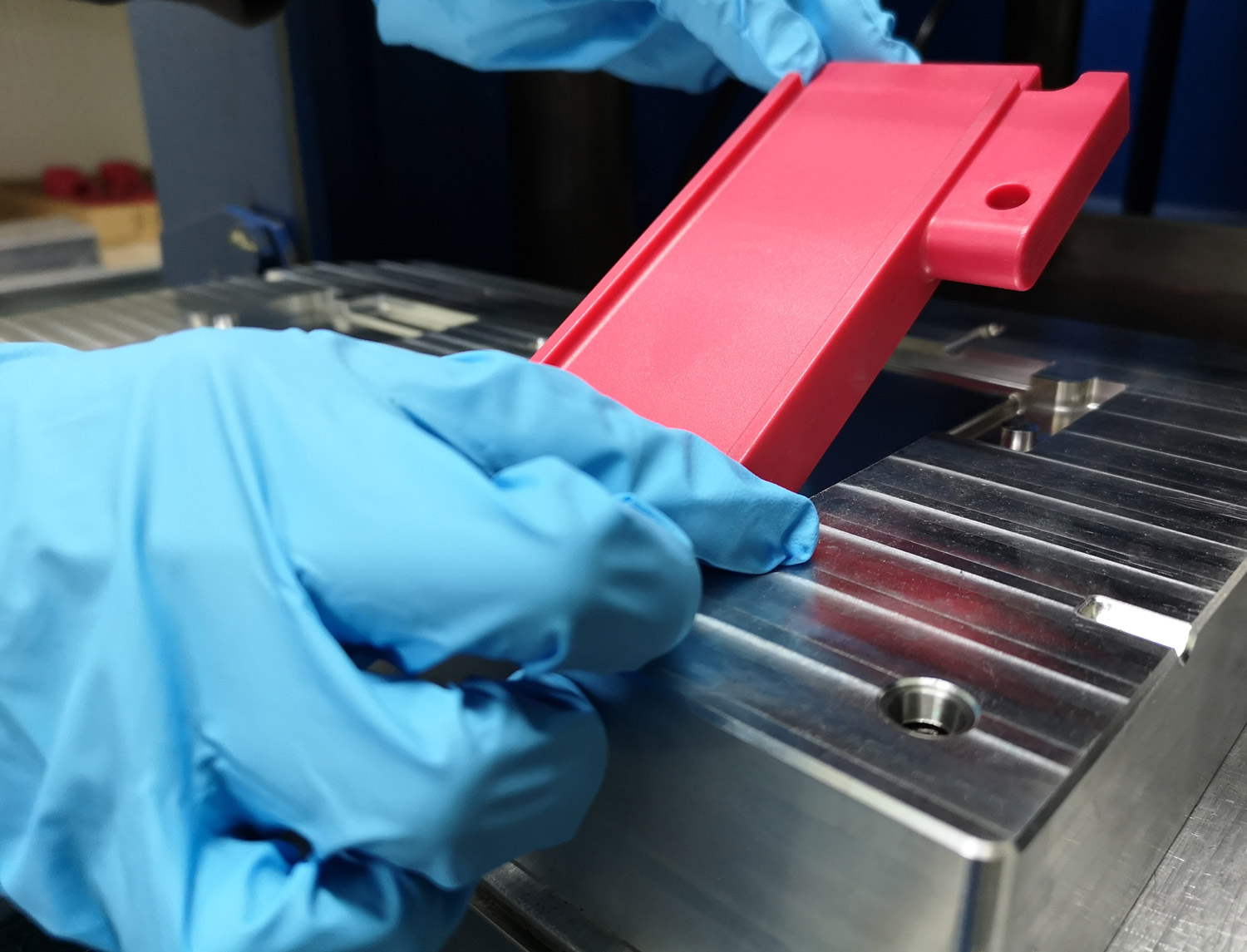
Fase I – Injeçcão de cera
No processo de Fundição Por Cera Perdida, o primeiro passo é o desenho e a produção do molde no qual a cera é injectada. Este molde é desenvolvido internamente por fabricação aditiva – Prototipagem Rápida SLA – ou externamente, por parceiros FERESPE especializados na maquinagem dos blocos de alumínio.
Como qualquer imperfeição no modelo de cera aparecerá no componente fundido, a qualidade da superfície quer do molde quer do modelo tem uma importância crítica na qualidade da peça fundida. Para garantir a precisão dimensional e geométrica a FERESPE utiliza o sistema de digitalização fotométrica 3D.
Após a injecção da cera, o modelo de cera resultante terá o mesmo formato da peça final. Em seguida, é montada uma “árvore” que consiste num ou vários modelos colados ao sistema de alimentação e gitagem.
Fase II – Revestimento Cerâmico, Descerificação e Fusão
O passo mais importante é criar um revestimento cerâmico que envolva a “árvore” e que consiste em várias camadas sobrepostas de diferentes barbotinas e areias que formam uma carapaça cerâmica.

Em seguida, a carapaça é descerificada e elevada a temperaturas até 1100ºC. Nesse momento, a carapaça cerâmica está pronta para ser pré-aquecida para o vazamento do metal.


Fase III – Acabamento
A FERESPE realiza os processos de acabamento, como tratamentos de superfície (lixagem e granalhagem), tratamentos térmicos e inspecções finais. Outras actividades, como maquinagem, revestimentos, tratamentos químicos de superfície, entre outras, podem ser subcontratadas aos parceiros de longa data da FERESPE.
Equipamentos
- Engenharia de Produto
- Sala de Injecção de Ceras e Produção de Carapaças Cerâmicas
- Fusão
- Acabamentos
- Qualidade e Controlo
Engenharia de Produto

- Modelação
- PTC Creo 3.0
- Scanner 3D
- Controlo Dimensional
- Reverse Engineering
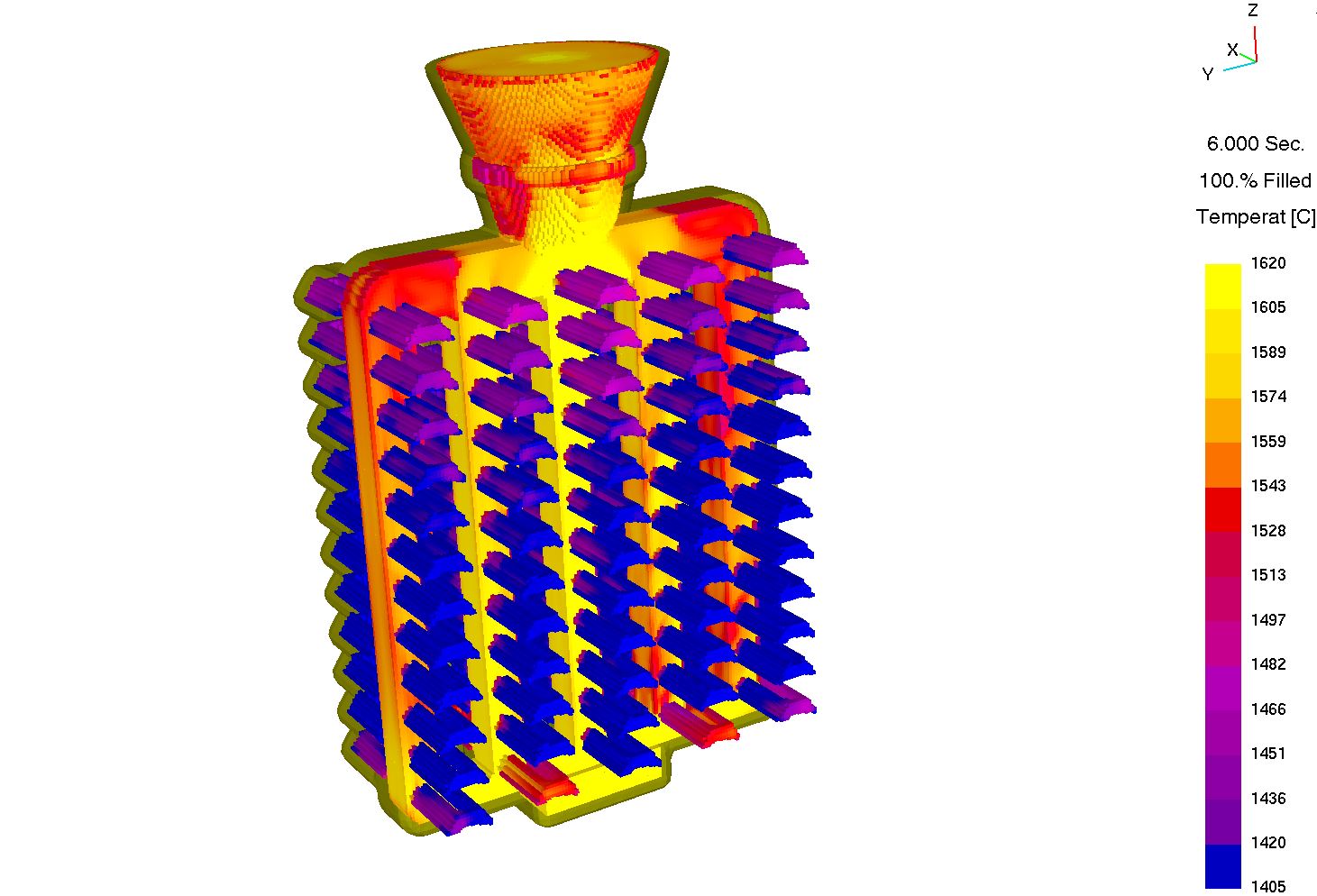
- Simulação de enchimento e solidificação
- Finite Solutions Flowcast and Solidcast
- Elaboração de Moldes:
- Prototipagem Rápida:
- SLA
- SLS
- Maquinagem rápida 5-eixos – areia ou material compósito (subcontratação)
- Produtores de moldes tradicionais (subcontratação)
- Prototipagem Rápida:
Sala de Injecção de Ceras
e Produção de Carapaças Cerâmicas

- 400 x 400 x 250 mm dimensão máxima do modelo
- 600 x 600 x 500 mm dimensão máxima dos tanques de barbotinas

Fusão

#3 Fornos de Indução
- #2 fornos de indução de 50 kg
- #1 forno de indução de 150 kg
Acabamentos
- Máquinas de granalhagem de partículas metálicas e/ou cerâmicas
- CM, NORMFINISH e NORBLAST
- Máquinas Lixadoras
- Máquina lixadora de cinta

- Tratamento térmico
- Tratamentos térmicos realizados na FERESPE

- Outras actividades, como maquinagem, revestimentos, tratamentos químicos de superfície, entre outras, podem ser subcontratadas aos parceiros especializados da FERESPE
Qualidade e Controlo

- Espectómetros de Emissão Óptica
- Testes Destrutivos
- Testes Não Destrutivos
- Controlo de Dureza
- Preparação de Amostras e Análise Metalográfica